Rogers高频混压板
●产品分类: ROGERS高频微波板
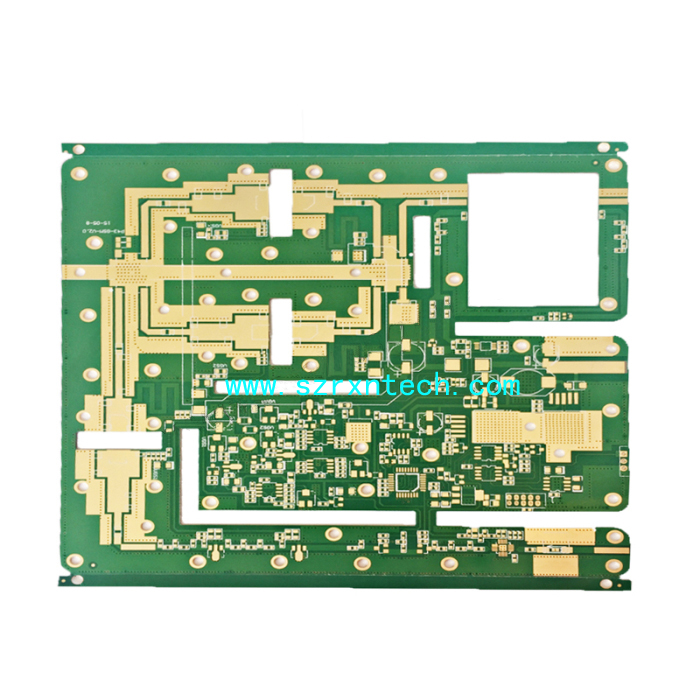
●技术特点: Rogers高频混压板
产品详情
●产品分类: ROGERS高频微波板
●技术特点: Rogers高频混压板
深圳市瑞兴诺科技有限公司
电话:18025419861
E-mail:rxn@szrxntech.com
地址:深圳市宝安区沙井街道沙一社区阿凡达本然非遗文化产业园306-307
